您好,欢迎进入陕西西部动力装备科技有限公司网站!
 18015040102
18015040102您好,欢迎进入陕西西部动力装备科技有限公司网站!
18015040102
新闻资讯
 更新时间:2026-06-12
更新时间:2026-06-12 点击次数:150
点击次数:150
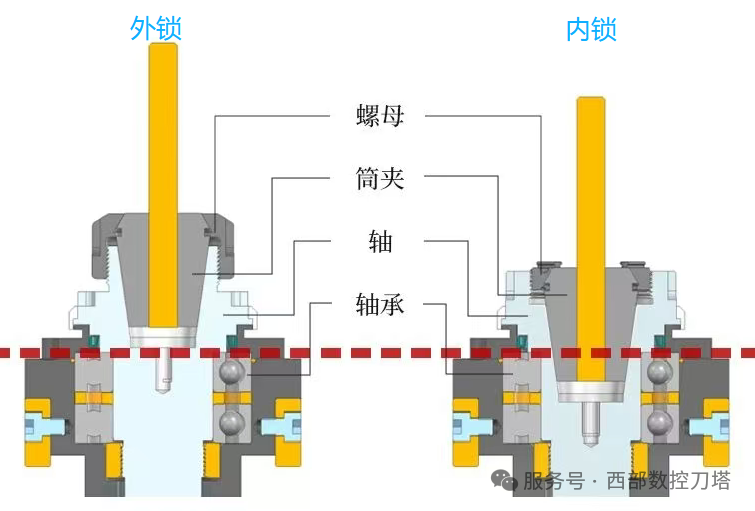
1. 力学结构差异(从悬臂力学、轴承受力维度)
• 外锁刀座:锁紧螺母在筒夹前端(轴承外侧),刀具夹持悬臂 = 轴承端面→筒夹锁紧面全段,属于长悬臂力学模型。切削径向力全部转化悬臂弯矩,弯矩随悬伸长度呈正比放大,轴承持续受附加倾覆力矩,高切深、大进给下轴承载荷激增,是震刀、跳动超差的本源。
• 内锁刀座:锁紧螺母内嵌于刀体、锁紧点位紧贴轴承内侧,刀具有效悬臂大幅缩短,弯矩力臂缩短 60% 以上;切削载荷直接就近传递至轴承,倾覆力矩显著降低,轴承受力更均匀,结构固有刚度提升 35%~50%,从结构根源抑制切削震颤。
核心力学结论:刚度差距本质是锁刀支点与轴承的距离差,并非材质区别。
• 外锁:螺母外拉筒夹,筒夹从前端收拢,锁紧力沿筒夹轴向向外分散,长时间重载后筒夹前端易张口变形,夹持衰减;
• 内锁:螺母内置向内顶紧筒夹,锁紧力朝向轴承侧收拢,筒夹全域受力均匀,长期反复装夹夹持精度衰减小,耐久精度稳定性更强。
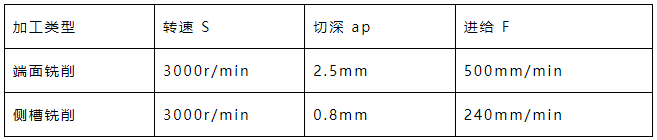
02 加工性能深度剖析(依托 ER32 45# 钢实测数据)
实测参数复盘
工件:45# 调质钢 | 刀具:φ10 硬质合金立铣刀 (z4)
1. 表面质量 & 精度分层原因
① 粗糙度差异:内锁刀座径向跳动控制通常≤0.003mm,外锁常规 0.006\0.01mm;切削中微小径向跳动会在工件表面形成周期性刀纹,内锁跳动更小→刀纹细密,Ra 值低 0.8\1.6μm,适配镜面级精加工。
② 重载极限对比:同等机型下,内锁可提升 25%~30% 单边吃刀量,外锁加大切深极易出现震纹、崩刃;针对锻件、毛坯重开粗,内锁单件加工效率更高。
③尺寸稳定性:批量量产(连续 8h 加工),外锁受温升 + 悬臂形变影响,尺寸波动区间 ±0.02mm;内锁波动可控制在 ±0.008mm 以内,适配精密批量汽配、军工零件。
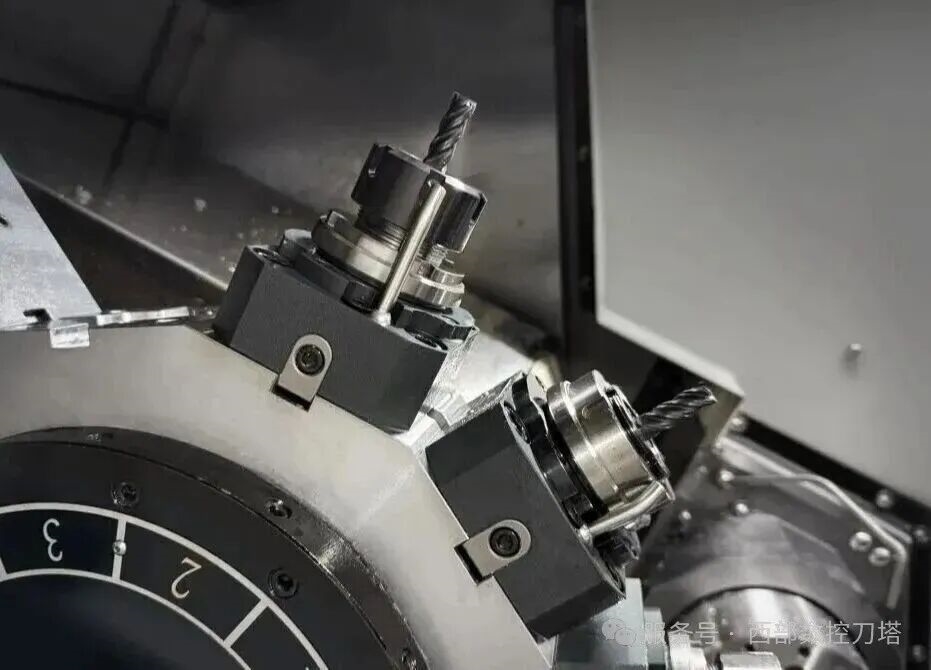
2. 干涉适配性能
内锁整体外径、前端突出尺寸更小,车铣复合狭小内腔、相邻刀具近距离排布场景,刀具干涉概率下降 70%;外锁螺母外凸,相邻工位易撞刀,限制作业工装布局。
03 成本 & 全生命周期经济性分析
1. 初始采购成本(单品)
• 外锁:结构简单、螺母通用标准化,配件量产化,单件采购成本低 15%~22%。
• 内锁:内置腔体深孔加工、内部锁紧零件加工难度高,还要配套专用定制扳手,单品出厂成本偏高。
2. 全生命周期隐性成本(核心痛点)
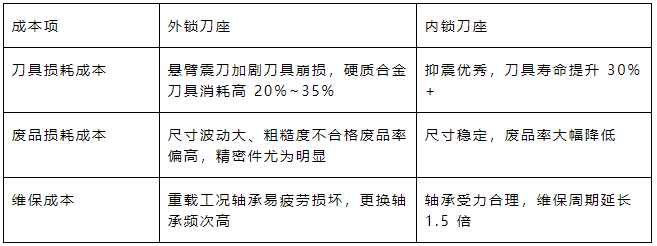
选型经济结论:轻切削短周期加工→外锁省钱;中重切削长期量产→内锁全周期综合成本更低。
3. 备品备件成本
外锁螺母市面通用、采购渠道多、单价低;内锁锁紧螺母为非标内置件,必须原厂配套采购,备件单价高、通用性差,也是外锁中小加工厂偏好的关键因素。
04 实操使用场景优劣势深挖
✅外锁刀座使用优势 & 适用边界
1. 换装效率:螺母外露,通用 ER 扳手徒手快速拆装,频繁换款、小批量多品种加工省时;
2. 故障检修:筒夹、螺母外露,磨损、崩损肉眼直观可见,快速排查故障;
适配场景:通用数控车床、小型仪表车、五金小件轻切削(钻孔、浅槽铣)、维修单件打样、成本管控优先的低端零部件量产。
✅内锁刀座使用优势 & 适用边界
1. 短板约束:内置结构操作空间狭小,必须使用西部数控定制专用扳手,无配套工具无法拆装,新手操作学习成本高;
2. 核心收益:重载、高精度刚需不可替代;
适配场景:军工零部件、液压阀体、汽车底盘精密件、锻件重开粗、多工位紧凑型车铣复合设备。

05 行业竞品对标 & 西部数控产品策略分析
1. 行业现状
目前市面主流刀座厂商:进口(马扎克、瑞品)主打内锁线,国产中小厂家多量产外锁走低价路线;普遍痛点:内锁缺少配套专用扳 手,客户自行配扳手极易锁紧不到位、损伤刀座。
2. 西部数控差异化产品打法
① 产品全覆盖:同步布局内锁 + 外锁两条产品线,兼顾高低端客户需求,不单一押注某一结构;
② 配套闭环:针对两种结构独立开发专用扳手,解决内锁换装工具难配的行业痛点,形成 “刀座 + 专用工具” 成套销售壁垒;
③数据赋能销售:用 ER32 实测切削对比数据可视化落地,用实际加工纹路、粗糙度数据做客户选型佐证,摆脱单纯参数空谈。

06 客户精准选型分级方案(落地销售指南)
分级 1:必选内锁刀座(3 类刚需客户)
1. 军工 / 航空配套厂:零件尺寸公差 ±0.01 以内、表面精加工要求高;
2. 汽配底盘 / 液压件厂:锻钢毛坯、持续重切削开粗、大批量连续生产;
3. 紧凑型车铣复合:刀塔工位密集、刀具排布紧凑,频繁出现干涉。
分级 2:优选外锁刀座(3 类刚需客户)
1. 标准紧固件、小五金加工厂:以钻孔、浅铣轻切削为主,严控采购成本;
2. 维修打样车间:频繁换刀具、换产品,追求快速拆装效率;
3. 低端仪表车床改造:设备预算有限、无重载加工需求。
分级 3:混配选型
同一工厂兼顾粗精加工:粗加工工位配内锁,精加工工位配内锁;钻孔、浅铣工位配外锁,优化整体投入成本。

07 未来产品迭代预判
1. 内锁优化:西部数控可优化扳手结构,研发省力快拆式专用扳手,降低内锁换装操作门槛;
2. 外锁升级:在不改变外露螺母结构前提下,优化内部轴承支撑结构,小幅提升外锁刚性,填补中端性价比空白;
3. 拓展规格:从现有 ER32 延伸 ER20/ER25/ER40 全系列内外锁对比测试,加强全规格加工数据库。
 当前位置:
当前位置:
 上一个:没有了
上一个:没有了 返回列表
返回列表



